焊管機組/冷彎成型設備供應商

焊管機組/冷彎成型設備供應商

遞送機作為鋼板的主要驅動裝置,在各種螺旋焊管及直縫焊管機組中有著廣泛的應用。遞送機通常設置在焊管機組靠近成型機的位置,由遞送機上的一對遞送輥夾著鋼板向前送進。鋼板前進的動力就是遞送輥和鋼板之間的摩擦力。
為了在滿足遞送鋼板所需要的摩擦力的前提下,盡量減少鋼板彈性變形所造成的阻力,就必須對作用在遞送輥上的壓力進行合理選取。壓力太大,會造成遞送機阻力過大,并且嚴重影響遞送輥軸承的使用壽命;壓力太小,無法形成足夠大的摩擦力,有可能產生打滑現象。為了減小阻力和不必要的能耗,有必要對遞送輥的壓力進行優化計算。
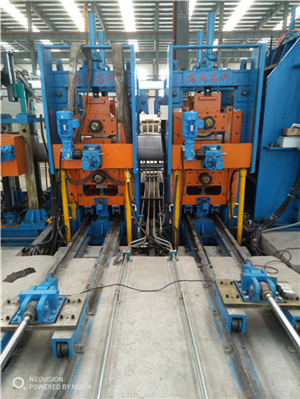
遞送機一般采用一對遞送輥上下夾著鋼板前進。下軸承座相對遞送標高是固定不動的,上遞送輥通過2個油缸壓在兩端的軸承座上。根據鋼板厚度的不同,通過調整上遞送輥的垂直位置來調整2個遞送輥的開口度。通過調整油缸的壓力就可以調節作用在遞送輥上的壓力。一般來說,遞送輥的直徑大多數大于500mm,相對于鋼板厚度(一般5~20mm)而言還是顯得很大,所以遞送輥與鋼板間的接觸區域相對于整個輥身來說只占很小一部分,基本上是線接觸。很大的壓力作用在很小的面積上,必然在鋼板的接觸區域產生很大的壓強,如此大的壓強就直接造成了鋼板與遞送輥接觸區域的彈性變形。如果壓力進一步增大,超過了鋼材的彈塑性極限,鋼板將發生局部的塑性變形。這種情況應該避免出現。
2遞送輥阻力計算
為了簡化計算,將問題適當簡化,特做如下假設。
(2)由于所討論的鋼板厚度和寬度的比值很小,并且材料一般為低碳鋼或普碳鋼,鋼板產生的變形量相對于整個鋼板寬度來說很小。所以,可以認為所討論的熱軋鋼板材料為理想材料,其應力-應變簡化曲線。
(3)鋼板與遞送輥之間的的接觸應力平均分布。由于作用在鋼板上的力是由上遞送輥的壓力產生的,因此可以認為是2個遞送輥油缸的壓力、上遞送輥自身的重力以及上遞送輥傳動裝置的平衡力等作用在上遞送輥上形成的合力,使得上遞送輥沿著水平方向均勻地壓在鋼板上。這樣就避免出現遞送輥兩端壓力不均衡的情況。在實際生產中,上遞送輥必須水平地壓在鋼板中間,防止因受力不均而導致鋼板跑偏。
2.2分析計算
遞送機是整個機組的動力來源。它在給鋼板提供動力的同時也對鋼板前進產生阻力。根據前面的分析可知,這個阻力主要是由于遞送輥和鋼板間發生的彈性變形所引起的。另一方面,遞送力來源于遞送輥與鋼板間的摩擦力。為了產生足夠大的摩擦力,遞送輥必須以很大的壓力作用在鋼板上,這又增加了遞送機本身的阻力。所以實際設計中遞送機壓力的選取也不是越大就越好。目前遞送機壓力的大小,多是人為憑經驗來選取。一般操作者通常將壓力調節得較大以滿足遞送需要,更換規格時并不進行調節,這就造成了很多弊端。
公司名稱:太原華科信精密機械制造有限公司
聯系人:高經理
固話:0351-5603804
手機:18935181693
13834627583
傳真:0351-7221812
郵箱:market@sxhngk.com
地址:山西省太原市萬柏林區北中環街創業培訓大廈4層
 晉公網安備14010702074509
晉公網安備14010702074509

 掃描二維碼!
掃描二維碼!